
 BUY NOW AND GET FREE SHIPPING
On all orders over 500,- (DK only)
BUY NOW AND GET FREE SHIPPING
On all orders over 500,- (DK only)
 1-2 DELIVERY DAYS
Order before 12 noon and we will ship the same business day
1-2 DELIVERY DAYS
Order before 12 noon and we will ship the same business day
 14 DAY RETURN RIGHT
14 DAY RETURN RIGHT


Couldn't load pickup availability
17 in stock : 1-2 weekdays






Kundeservice
Email: hello@3dsaga.com
Telefon: +45 69 15 31 11
Alle hverdage fra 10.00 - 15.00
Showroom:
Mandag - torsdag: 09.30 – 15.30
Fredag: 09.30 – 15.00

Bambu Lab Support for ABS
Produktegenskaber
Nem fjernelse af support
Overlegen kvalitet i grænsefladen for support
Leveres med genanvendelig spole til høj temperatur
Diameter: 1,75 mm +/- 0,05 mm
Forholdsregler ved brug
Må KUN bruges til support
Valgfri tørring før brug
Kræver printer med lukket kabinet (enclosure)
Kompatibel med AMS 2 Pro, AMS HT og AMS
AMS lite er IKKE kompatibel
Bemærk: Før udskrivning henvises der venligst til printtips for optimale resultater.
Bambu Lab Support for ABS
Forbedr din ABS-printoplevelse med dette innovative supportmateriale. Designet til problemfri printning og nem fjernelse sikrer det en fejlfri supportgrænseflade hver gang. Fuldt kompatibel med Bambu Lab AMS (Automatic Material System), hvilket strømliner din ABS-printproces fra start til slut.

Nem fjernelse af support
Specielt formuleret til ABS hæfter dette supportmateriale præcist til ABS-overflader, hvilket muliggør nem og ren fjernelse. Dette reducerer efterbehandlingstiden og forbedrer arbejdsgangens effektivitet.
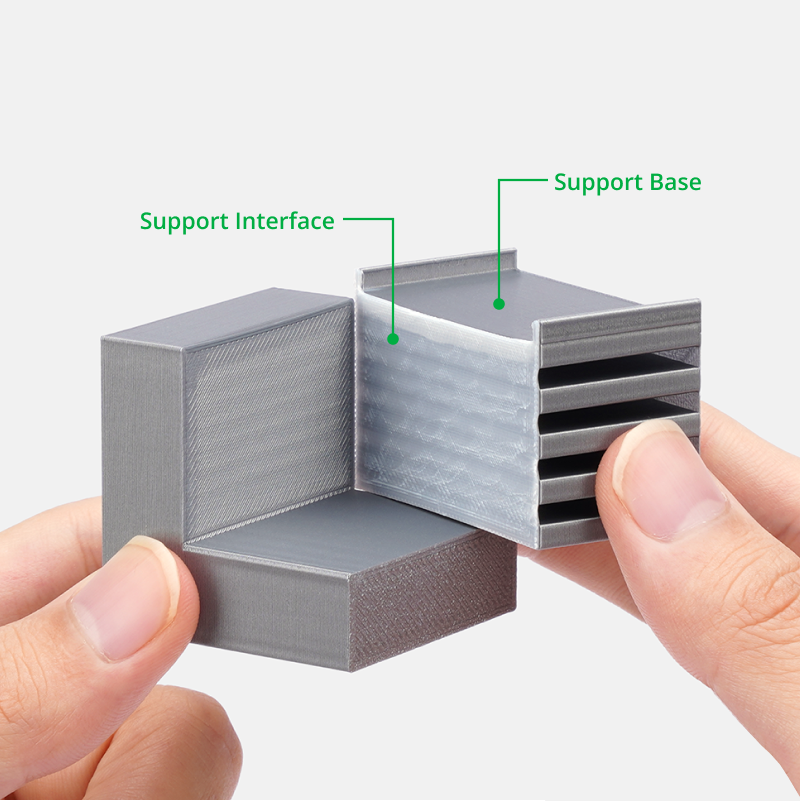
Overlegen kvalitet af supportgrænseflade
Support for ABS muliggør en 0 Top Z distance og 0 Top interface spacing under printning, hvilket sikrer en mærkefri supportoverflade. Dette forbedrer detaljeskarpheden og den samlede fremtoning og integritet af dine færdige prints.


RFID til intelligent printning
Alle printparametre er indlejret i RFID og kan læses automatisk via AMS-systemet. Indlæs og print – ingen besværlig manuel opsætning.

Parameter-sammenligning
Læs mere om forskellige filament-sammenligninger i Bambu Filament Guide >>
| Parameter | Support til PLA/PETG | Support til PLA | Support til ABS | Support til PA/PET | PVA |
|---|---|---|---|---|---|
| Farve | Natur | Hvid & sort | Hvid | Grøn | Klar |
| Dysetype | Alle størrelser / materialer | Alle størrelser / materialer | Hærdet ståldyse (Hotend) 0,4 mm / 0,6 mm / 0,8 mm | Rustfri ståldyse (Hotend) 0,4 mm | Hærdet stål 0,4 mm / 0,6 mm (anbefalet) / 0,8 mm |
| Dysetemperatur | 190–220 °C | 220–230 °C | 240–270 °C | 280–300 °C | 220–250 °C |
| Bordtemperatur | 35–60 °C | 35–45 °C | 80–100 °C | 80–100 °C | 35–45 °C |
| Print-hastighed | < 100 mm/s | < 200 mm/s | < 100 mm/s | < 100 mm/s | < 200 mm/s |
| Opløselighed | Vand-uopløselig | Vand-uopløselig | Vand-uopløselig, limonen-opløselig | Vand-uopløselig | Vand-opløselig |
| Tørring før brug | Valgfrit | Valgfrit | Valgfrit | Påkrævet | Påkrævet |
| Tørbeskyttelse under brug | Valgfrit | Valgfrit | Valgfrit | Påkrævet | Påkrævet |
| Filament-kompatibilitet | PLA, PETG | PLA | ABS | PAHT-CF, PA6-CF, PA6-GF, PET-CF | PLA, PETG |
Tilbehørskompatibilitet
| Kategori | Anbefalet | Ikke anbefalet |
|---|---|---|
| Byggeplade | Smooth PEI Plate, Textured PEI Plate | Cool Plate SuperTack |
| Hotend | Hotend med hærdet ståldyse 0,4 mm / 0,6 mm / 0,8 mm Hotend med rustfri ståldyse 0,4 mm |
Hotend med hærdet ståldyse 0,2 mm Hotend med rustfri ståldyse 0,2 mm |
| Lim (Bambu Liquid Glue / Glue Stick) | Bambu Liquid Glue / Glue Stick | / |
Anbefalede printindstillinger
| Parameter | Værdi |
|---|---|
| Tørringsindstillinger (Blast Drying Oven) | 80 °C, 4 timer |
| Fugtighed under print og opbevaring | < 20 % RH (forseglet, med tørremiddel) |
| Dysetemperatur | 240–270 °C |
| Bordtemperatur (med lim) | 80–100 °C |
| Print-hastighed | < 100 mm/s |
Fysiske egenskaber
| Parameter | Værdi |
|---|---|
| Densitet | 1,16 g/cm³ |
| Vicat blødgøringstemperatur | N/A |
| Varmeafbøjningstemperatur | N/A |
| Smeltetemperatur | 195 °C |
| Smelteindeks | 11,6 ± 0,7 g/10 min |
Mekaniske egenskaber
| Parameter | Værdi |
|---|---|
| Trækstyrke | N/A |
| Brudforlængelse | N/A |
| Bøjningsmodul | N/A |
| Bøjningsstyrke | N/A |
| Slagstyrke | N/A |
Downloads
Filament TDS
Filament MSDS
Filament RoHS
Printtips
• Support til ABS er opløseligt i limonen. Vær venlig at være opmærksom på korrekt brug og sikkerhedsforanstaltninger.

• Der kan frigives stærke og ubehagelige lugte under print. Sørg for, at printeren er lukket (enclosure) og placeret i et område med god ventilation.
• Når lagstyrke er vigtig, anbefales det at øge flush-volumen til over 800 mm³. Hvis rensningen ikke er tilstrækkelig, kan det reducere lagvedhæftningen i modellen på overflader, der ligger på samme horisontale plan som supportfladen.
• Ved at øge “initial lag-hastigheden” kan man opnå en lettere aftagelig support. Dette øger dog risikoen for warping.
• Tør filamentet før brug for højere printkvalitet. Tørringsbetingelser: 80 °C i 4 timer i varmlufttørringsovn; 85–95 °C i 6 timer på X1-seriens varmebed. Se venligst filament-tøringsvejledningen på WIKI.
• For flere support-relaterede indstillinger, se venligst Support på WIKI.
Hvad er i kassen
